Kinematik
Der grundlegende Bewegungsablauf des Verfahrens besteht aus den folgenden drei Arbeitsschritten:
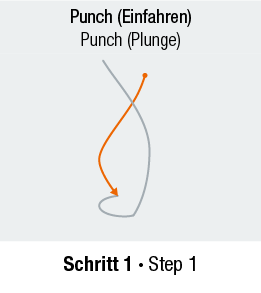
Beim Einfahren in die Vorbohrung erzeugt der erste Zahn (Räumzahn) jeder Zahnreihe eine Nut. Diese helikale Zustellung in die Vorbohrung dient dazu, den Punch Tap auf Einsatztiefe zu bringen. Im ersten Arbeitsschritt wird noch kein Gewinde geformt.
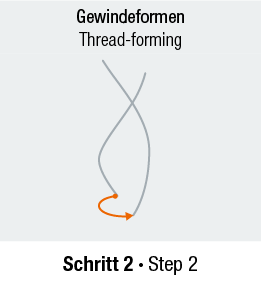
Ist der Punch Tap auf Einsatztiefe angekommen, erfolgt das Gewindeformen. Hierbei wird eine synchrone Bewegung von Vorschub und Rotation ausgeführt. Die Gewindeerzeugung erfolgt in einer halben Linksdrehung in der Gewindesteigung. Jeder Zahn auf dem Punch Tap- Werkzeug erzeugt einen halben Gewindegang (ca.180°).
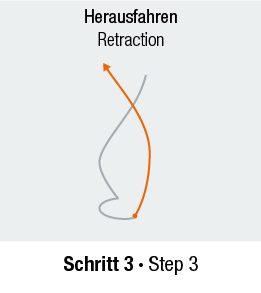
Nach der Ausführung des Gewindeformens wird der Punch Tap durch die erzeugten Nuten aus der Bohrung helikal herausgefahren.
Ergebnis
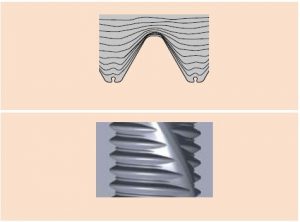
Das fertig geformte Gewinde wird von zwei um 180° versetzte, spiralisierten Nuten unterbrochen. Ab einer Gewindetiefe von 2xD gibt es keine Einbußen in der statischen Festigkeit.
![]() Durchgehender Faserverlauf
Durchgehender Faserverlauf
![]() Kaltverfestigter Werkstoff
Kaltverfestigter Werkstoff
![]() Unausgeformter Kern
Unausgeformter Kern
![]() Helikalnuten
Helikalnuten